引言
摩托车制动圈(轮毂刹车圈)是保证摩托车安全行驶的重要部件,现代高速摩托车均采用盘式制动器。盘式制动器性能的好坏对摩托车的制动安全性起着至关重要的作用,因此,对摩托车盘式制动器性能的检测,是摩托车制动系检测系统中的重要组成部分。为了保证摩托车盘式制动器的生产质量,提高摩托车盘式制动器的制动安全性能,必须对摩托车盘式制动器的性能进行精确的检测。由plc和上位机结合的检测系统,精度高且简单可靠。
2 摩托车制动圈(轮毂刹车圈)结构及工作原理
盘式摩托车制动圈(轮毂刹车圈)摩擦副中的旋转元件是以端面为工作表面的金属圆盘,即制动盘,并被固定在轮毂上。其固定元件是由二到四个工作面积不大的摩擦块与金属背板组成的制动块。这些制动块及其助动装置都装在横跨制动盘两侧夹钳的钳型支架中,总称为制动钳[1]。
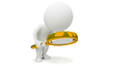
液压摩托车制动圈(轮毂刹车圈)是利用杠杆原理和帕斯卡定律,通过传递并增大操纵力对车轮产生制动转矩和摩擦元件间的摩擦阻力,将行驶中摩托车动能转化为摩擦热能,再依靠摩擦元件吸收并释放热量,达到减缓车速或停车的目的。对制动手柄施加外力后,使手柄油缸中的制动液产生压力并通过油管传送到制动钳一端的油缸活塞上,活塞推动摩擦片夹紧制动盘而使车轮产生制动[1]。由此可见,制动钳的钳口力决定着制动器的制动能力,而钳口力与手柄位移和手柄力有关。所以必须从三个方面对液压盘式制动器的性能进行测试,即钳口力、手柄位移和手柄力。液压盘式制动原理图如图1所示。
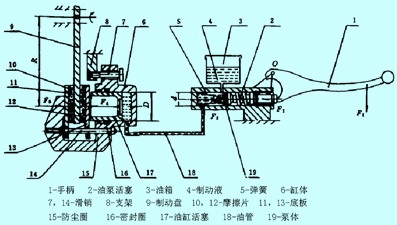
图1 液压盘式制动原理示意图
3 检测系统组成
本测试系统主要由检测台体、plc、上位机三部分组成,系统组成如图2所示。
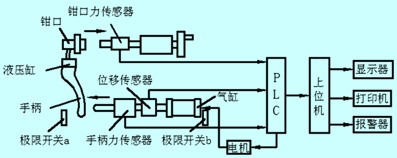
图2 测试系统组成图
检测台体主要由检测台架、夹具、手柄力及钳口力传感器、手柄位移传感器、极限开关、电机、气缸等组成[3],是检测系统的基础。
上位机是整个控制系统的核心,其主要利用良好的图形用户界面,显示手柄力及钳口力的大小和手柄位移等参数和对应的曲线,并且向plc发出控制指令。
plc是该系统的下位机,负责现场高速数据采集(控制手柄的位置),实现逻辑、定时、计数、等功能,通过串行通讯口向上位机传送plc工作状态及有关数据,同时从上位机接受指令,向警报器、打印机等发出命令,实现上位机对控制系统的管理,提高了plc的控制能力和控制范围,使整个系统成为集散控制系统。
当按下启动按钮后整个测试过程由plc控制自动进行,气动执行机构推动摩托车制动圈(轮毂刹车圈)手柄进行模拟制动,同时手柄力及钳口力传感器、手柄位移传感器获得的检测模拟信号传输到plc的模拟模块,plc通过rs485/232接口与上位机通信,plc把传感器的模拟信号转换成数字信号传输到上位机,显示器上分别显示手柄力及钳口力的大小和手柄位移等参数和对应的曲线,当设定电机运行时间结束时电机停止且反转使气动执行机构复位,极限开关起限位保护作用,当气动执行机构推动手柄与极限开关接触时,电机自动停止,若有检测结果超出设定合格值,报警器会及时报警。
4 系统设计
主控制器采用西门子plc,s7-300系列plc功能强大,采用模块化设计,有中央处理单元(cpu)、各种信号模块(sm)、通信模块(cp)、功能模块(fm)、电源模块(ps)、接口模块(im)等,有多种规格的cpu可供选择。siemens s7-300,它是一种积木式结构,系统构成和扩展都十分方便[2]。
3.1 系统硬件配置
s7-300主要配置如下:电源模块选用ps3075a;中央处理模块(cpu)选用cpu313c-2dp;数字量输入模块(di)选用sm321 di16xdc24v;数字量输出模块(do)选用sm322 do16xdc24v/0.5a;模拟量输入/输出模块(ai/ao):选用sm334。
3.2 i/o定义与编程设计
plc的输入、输出端子分配情况如附表所示。测试过程根据程序设计在开始检测以后自动完成,根据设定的测量值的限量,系统自动检测出不合格的产品并报警,其流程图如图3所示。

图3 检测主程序框图
5 结束语
整个系统基于plc及上位机设计,实现了模拟信号的数字化显示,检测更快速准确,降低操作复杂度。上位机提供了软件支持,能够实现完善的监控功能,进行管理并提供友好的人机接口。所有的系统参数报警故障信息等都可以通过上位机监控。进一步提高了系统集成度可靠性,降低了其复杂性,上位机与plc实时通信参与控制,全面提高了企业信息化和测试设备的自动化水平。