关键词:摩托车制动圈 机加工 表面粗糙度 优化工艺
制动鼓摩托车制动圈采用HT250铸铁,客户要求机加工后除了控制加工尺寸和形位外,加工表面粗糙度也要满足要求。摩托车制动圈加工后表面粗糙度不但对使用寿命有较大影响,对制动性能及制动噪声也有影响。因此,摩托车企业对用HT250铸铁加工的摩托车制动圈表面粗糙度都有技术要求,粗糙度控制在1.6 μm≤Ra≤3.2 μm,同时满足Rz≤10 μm和R≤12.5 μm。
1 问题发现
根据GB/T 1031-2009《产品几何技术规范(GPS)表面结构轮廓法表面粗糙度参数及其数值》标准,关于粗糙度有几个参数,其中在实际生产中作为产品评判用的主要有Ra、Rz和Rmax,根据表1所示的粗糙度对照表中各粗糙度参数的关系说明,Ra3.2 μm对应的Rz为12.5 μm。
摩托车制动圈机加工表面粗糙度的改进图片1

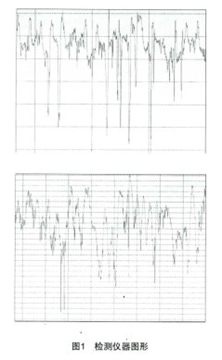
通过对加工实物进行研究,充分运用质量分析工具对数据进行分析发现,加工面粗糙度Rz在产品加工到30件以后,情况恶化,数值急剧增高。现场分析认为,主要原因是使用的刀具是专门加工灰铸铁的,加工部位虽然主要是灰铸铁HT250,但有一小段铝合金,加工过程中受铝合金粘磨影响,刀尖产生积屑瘤,导致加工到一定程度后粗糙度不稳定。为此,在保证冷却润滑、切削速度、切深大小等工艺参数不变的情况下,换用另一种增加修光刃的刀片重新进行试验,以加强对铸铁部位的修磨作用。从试验结果看,Ra明显优于原来的刀具,但Rz依然不稳定,而且个别有增大的趋势,合格率虽然较之前有提升,但从图1检测仪器图形来看,加工后的表面不是很平整,中间有许多的点是突然变化的,而且基本都是往下走。
对加工后的摩托车制动圈检测粗糙度,发现粗糙度并未完全按表中的对应关系体现,因此,要使粗糙度控制在要求范围内,必须找出原因进行改进,摩托车制动圈加工粗糙度数值对比如表2所示。
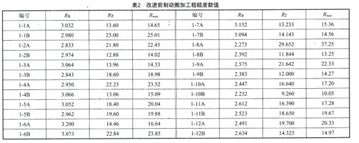
经分析认为,在实际生产中影响粗糙度的因素有很多,如刀片材料、形状、冷却润滑情况、设备转速、切削速度及切深大小等,这些参数要正确选择,如表2中Ra是控制在3.2 μm内的,符合要求,但要重点调整Rz、两数值。
2分析与改进
影响产品加工表面粗糙度的主要原因有原材料质量、工艺参数和使用刀具,按照此确立的方向,首先对不同批次的HT250材料进行了多次检查,其成分、硬度、金相均符合技术要求,说明原材料比较稳定。
为此,笔者又对产品实物进行了剖面分析,在不良产品表面发现了许多小点,通过放大观察,其表面有类似针孔一样的现象在表面排列如图2所示。
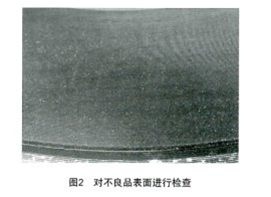
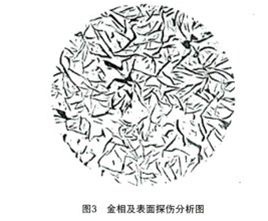
对不良产品中HT250材料进行金相及表面探伤分析如图3所示,检测结果表明,材料质量是在技术要求范围内的,为此又对加工中变化的情况及一些细节进一步分析。通过对比试验发现,之前考虑到提高粗糙度质量,刀具更换为带修光刃的刀片,此类刀具刀尖半径相对较小(车刀刀尖随着圆弧的增大,径向力也相应增大),为了减小径向力,适当减小了刀尖圆弧半径,导致在加工过程中刀具磨损速度不稳定,造成HT250材料中较粗石墨掉落现象,引起加工表面虽然产生了很多类似针孔,但探伤试验为合格的现象。
在此基础上,适当增大刀尖半径到1.2 mm,并对现场加工工艺进行了调整,如加强冷却和润滑效果,合理的切削速度,规定刀具使用寿命等。经过在某车间1个月的使用,现场抽检记录反映,不良率从之前的64.5%下降到1.2%,其中最大值为Rz13.3 。
3结论
本次对铝轮摩托车制动圈加工粗糙度的改进,通过合理的分析方法,选用合理的加工刀具,并对工艺参数进行优化,确保了粗糙度各参数受控,使加工的产品满足客户要求,也为以后解决类似问题奠定了基础、积累了经验。